2025/08/22 / AI

設備の突発停止や点検業務の負担、人手不足に悩んでいる企業も多いのではないでしょうか。設備の異常を早期に把握できれば、大規模なトラブルや生産ラインの停止を防ぎやすくなります。
しかし、「AI異音検知を導入しても現場でうまく活用できるのか」「誤検知が多く、かえって対応工数が増えないか」と不安を感じる担当者もいるでしょう。本記事では、AI異音検知の仕組みをはじめ、導入によるメリットや注意点、誤検知を抑える方法、導入時に確認したいポイントについて解説します。
AI異音検知とは、設備や機械から発生する音をAIが分析し、通常時との違いから異常の兆候を検知する技術です。人間の耳では捉えられない超音波域の変化も把握可能であり、熟練者の「勘」でしか発見できなかった異変も把握できるようになるため、設備トラブルの予防や点検業務の負担軽減につながります。
また、打音検査等の熟練者の経験や感覚に依存していた判断をデータとして蓄積・共有できるため、保全業務の属人化を防ぐ手段としても活用されています。
AI異音検知は、まずマイクで設備の稼働音を取得し、AIが音の大きさや周波数などの特徴を学習してモデルを作成します。
その後、モデルによって実際の稼働音から異常の可能性を判定し、必要に応じてアラートを通知します。担当者は通知内容をもとに設備の状態を確認可能です。
また、音は継続的に取得できるので、24時間監視が可能です。暗所や設備内部のように目視確認が難しい環境でも監視可能なため、カメラでは把握しづらい変化の検知にも活用されています。
AIを活用した予知保全については、以下の記事でも詳しく解説しています。あわせてお読みください。
AI異音検知は、設備トラブルの予兆を捉えやすくすることで、保全業務の効率化や属人化の解消に役立つ技術です。一方で、実際の現場では、誤検知やノイズの影響など、導入前に理解しておきたい課題もあります。
ここでは、AI異音検知のメリットとあわせて、導入時に注意したいポイントも整理します。
AI異音検知のメリットは、設備トラブルの兆候を早い段階で把握できる点にあります。設備の故障前には、通常とは異なるわずかな音の変化が発生する場合があります。AIを活用することで、人では気づけない異変も早期に検知可能になります。
また、定期的な巡回点検と比べて監視の空白時間が少ないため、異常を見逃すリスクの軽減にもつながります。これまで熟練者の経験や感覚に依存していた判断をデータとして蓄積・共有できるため、保全業務の属人化対策や技術継承にも活用しやすいでしょう。
さらに、これまで定期交換によって予知保全を行っていた現場では、兆候レベルの異変が検知された時点で部品交換を行うことにし、部品交換の頻度を下げるなどのコストカットも可能になります。
AI異音検知は設備保全に役立つ技術ですが、導入前に把握しておきたい注意点もあります。
AIの検知精度を安定させるには、十分な学習データの準備が欠かせません。しかし、実際の設備トラブルは頻繁に発生するものではないため、異常音のデータを集めにくいケースもあります。
さらに、正常稼働中でも一時的に通常とは異なる音が発生する場合があります。そのため、どの状態を「正常」、どの状態を「異常」と判断するか、基準を整理しておくことが重要です。
AI異音検知を現場で活用するには、導入時の検知精度だけでなく、誤検知を抑えながら継続的に運用できる仕組みづくりが必要です。工場やプラントでは、設備の稼働状況や周囲の環境によって音が変化するため、システムを導入しただけでは安定して運用できない場合があります。
そのため、現場環境に合わせた設定や運用ルールの調整を行いながら、検知精度を改善していくことが大切です。ここでは、誤検知を抑えつつ、現場で活用しやすいAI異音検知を実現するためのポイントを紹介します。
AI異音検知の精度を安定させるには、正常時のデータを適切に収集・設定する必要があります。どの程度のデータが必要か、ベンダーに確認しつつ集音を行いましょう。
また、設備の負荷や回転速度、周囲の設備の稼働状況によって、正常時の音は変化します。特定の条件だけを基準に設定すると、通常運転中の音でも異常と判定される可能性があります。そのため、安定した運用を目指すには、実際の現場で発生する複数の稼働パターンを含めて正常データを収集することが大切です。
AIによる音声認識については、以下の記事で詳しく解説しています。あわせてお読みください。
AI異音検知では、周囲のノイズへの対策が検知精度に大きく影響します。工場やプラントでは複数の設備が同時に稼働していることが多く、監視対象の音だけを正確に取得できる環境づくりが重要です。
基本的には、騒音環境であっても、監視対象の機器に近い位置へマイクを設置すると、周囲の環境音の影響を抑えながら動作音を収集しやすくなります。
工場やプラントの騒音環境は現場ごとに異なるため、導入前には「実際の環境でどの程度検知できるか」を確認することも大切です。ベンダーはマイクの選定や設置場所に知見を持っているため、まずは実際の環境を共有して相談してみましょう。
AI異音検知を現場で活用するには、導入後の運用設計も欠かせません。導入時には高い検知精度が出ていても、実際の運用では想定していない音や周囲の環境変化によって、誤検知が発生する場合があります。
そのため、誤検知を単なるトラブルとして終わらせず、改善に活かせる運用体制を整えることが重要です。検知結果やログを確認できる環境を用意しておけば、「どの条件で誤検知が発生したのか」を振り返りやすくなり、設定や判定基準の見直しにつなげやすくなります。
AI異音検知に関心があっても、「何から始めればよいのか」「自社で本当に活用できるのか」と感じる方も多いでしょう。導入は、課題整理からPoC(概念実証)、本格運用、継続改善まで段階的に進めるのが一般的です。
ここでは、導入の流れと実際の活用事例を通じて、具体的な活用イメージを紹介します。
AI異音検知は、いきなり本格導入するのではなく、検証と改善を重ねながら進めることが成功のポイントです。一般的には、企業側が課題整理や運用方針を明確にし、ベンダーがPoC設計やモデル構築を支援しながら進めます。
設備停止の削減や点検負担の軽減など、自社の課題と対象設備を整理します。
実際の音データを収集し、自社設備に合った検知モデルを作ります。
現場環境を確認しながら、AI異音検知が実用的に機能するかを検証します。
検証結果を踏まえて導入し、アラート対応などの運用体制を整えます。
検知結果やログを確認しながら、誤検知対応や精度改善を進めます。
導入して終わりではなく、運用しながら改善を続けることで、現場に合った実用的な仕組みに育てやすくなります。ただし、やや手間がかかると感じる事業者の方も多いでしょう。
ポンプやファンなどの回転機器では、故障前に音や振動へ小さな変化が現れる場合があります。
AIで継続的に監視することで、従来の点検では見つけにくかった異常の兆候を早めに把握することが可能です。実際に、プラント設備や発電関連設備で活用され、計画的な保全による突発停止の回避につながった事例もあります。
AI異音検知の導入を成功させるには、導入後の誤検知対応や運用改善、設備環境への適応力など導入後の誤検知対応や運用改善、設備環境への適応力などいくつかのポイントがあります。
ここでは、導入後に「思ったように使えない」と不満を抱かないために、事前に確認しておきたい選定ポイントを解説します。
AI異音検知ツールを選ぶ際は、導入時の検知精度だけでなく、継続的にモデルを改善する仕組みがあるか確認することが重要です。現場では設備の状態や運用条件が変化するため、初期学習の結果だけで安定した運用を続けるのが難しい場合があります。
また、モデル調整のたびにベンダーとの確認や依頼が必要になると、PoC(概念実証)や本格導入がスムーズに進まない可能性もあります。
そのため、現場で取得したデータを活用しながら調整や改善を自走できるツールであることが理想的です。改善が自走する運用環境があれば、運用負担を抑えながら継続的に活用可能になります。
AI異音検知では、誤検知を改善しながら運用できる仕組みが重要です。導入直後から誤検知を完全になくすことは難しいため、運用中に発生した事象を分析し、精度改善につなげていく視点が求められます。
例えば、検知結果やログを確認できる環境があれば、「どのような条件で誤検知が発生したのか」を把握しやすくなります。原因を整理できれば、設定や判定基準の見直しにもつなげられるでしょう。
また、運用中に発生した事象を新たな学習データとして現場担当者が反映できる仕組みがあれば、現場環境に合わせて精度を改善できます。継続的に調整を行うことで、実務で活用しやすいAI異音検知へ育てていくことが可能です。
AI異音検知では、ツールの性能だけでなく、音響認識の知見を持つベンダーに相談できるかも重要です。工場やプラントでは設備ごとに音の特徴が異なり、周囲の環境音も複雑に重なるためです。
相談時は、以下のポイントを確認しておきましょう。
自社環境に合った進め方を一緒に検討できるベンダーであれば、導入後のミスマッチを防ぎやすく、安心して運用を進めやすくなります。

ここまで見てきたように、AI異音検知の導入では、誤検知への対応や運用しながら改善できる仕組み、現場環境への適応力が重要な判断ポイントになります。株式会社エーアイのvGate Aispect®は、こうした導入時の課題を踏まえて設計された、AI異音検知ソリューションです。
ここからは、具体的にどのような特徴があり、導入ハードルの低減や現場運用のしやすさにつながるのかを紹介します。
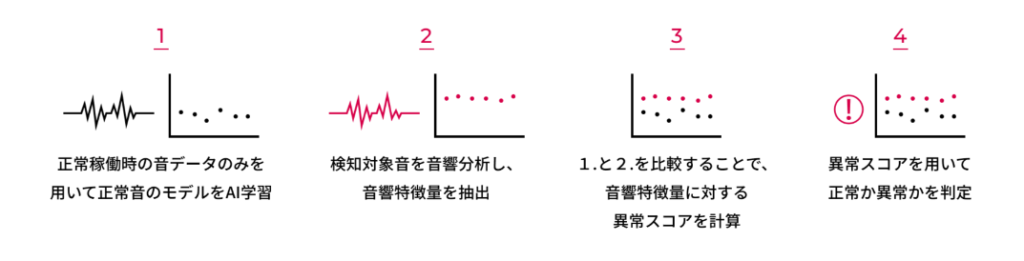
vGate Aispect®の特長は、正常稼働時のデータだけでAIモデルを構築できる点です。AI異音検知では、異常時のデータ不足が導入時の課題になりがちです。しかし、実際の現場では故障や不良が頻繁に発生するわけではないため、異常音のデータを十分に収集するのは簡単ではありません。
vGate Aispect®では、日常的な正常稼働時の音をもとに初期モデルを作成できるため、初期導入の負担を抑えながら、現場環境に合わせたAI異音検知の運用を構築しやすい点が特徴です。
AI導入で課題になりがちなのが、モデルの最適化までに頻回なベンダーとのやり取りが必要で、なかなか本格導入にいたらないことです。
vGate Aispectは学習データから自動で複数のモデルを作成し、実際の検出度に照らし合わせて最も優れたものを選出、それをベースにしてさらにブラッシュアップするというモデルの最適化を自走します。これによってベンダーとのやりとりを最小限に抑え、結果的に実用化を早めることができます。
AI異音検知を現場で継続的に活用するには、誤検知を抑えながら安定して運用できることが重要です。vGate Aispect®は、初期モデルでまず運用を開始したのち、実際の現場で生じた誤検知やイレギュラー音を追加学習させることで、誤検知を抑えて実態に即したモデルへと進化させていくことができます。
また、ログによって検知結果や異常の傾向を確認できるため、「どのような状況で異常が発生したのか」を振り返りながら運用改善を進められる点も特徴です。
導入時の検知精度だけに依存するのではなく、運用を続けながら現場環境に合わせて調整する体制が整っているため、実際の業務へ定着させやすくなります。
詳しい機能や導入イメージは、資料でご確認ください。
AI異音検知は、設備から発生する音を分析し、異常の兆候を早期に把握する技術です。突発的な設備停止の予防や点検業務の負担軽減につながるほか、これまで熟練者の経験に依存していた判断をデータとして活用しやすくなるため、設備保全や品質管理の効率化にも役立ちます。
一方で、安定した運用を実現するには、誤検知への対策やノイズ環境への対応、運用しながら精度を改善できる仕組みづくりが欠かせません。導入時は、検知性能だけでなく、自社環境に合わせた運用設計やサポート体制まで確認することが重要です。
AIによる予知保全や音を活用した異常検知の導入を検討している方は、ぜひエーアイへご相談ください。

独自の音響処理とAI技術によって、機械製品や生産設備の稼働音を分析し、異音を検知します。これまで熟練者の経験や勘に頼っていた音の聞き分けや、時間や場所の制約により不可能であった検査を、vGate Aispect®のAI検査・識別によって実現し、点検業務の自動化と省力化を支援します。